






〒432-8063
静岡県浜松市中央区小沢渡町1062番地
TEL. 053-445-1122
FAX. 053-445-1133
ばねのQ & A
材料
A1:下記の通りです。
| 材料 | 記号 | 温度℃ |
|---|---|---|
| ピアノ線 | SWP | 120 |
| ばね用ステンレス鋼線 | SUS304 | 250 |
| インコネルX-750 | NCF-750 | 450 |
A2:SUS304はオーステナイト系のステンレス鋼で、溶体化(約1200℃から急冷)した状態では非磁性であるが、ばね用鋼線では冷間加工により一部がマルテンサイト化し弱い磁性を帯びます。 SUS316は、冷間加工による磁性の増加はSUS304に比べて小さいために非磁性と呼ばれています。
A3:マグネットに付着する磁性の強さは、ステンレス線とピアノ線では大きく違います。 また、ステンレス線の表面肌の輝きは、ピアノ線に比べてややにぶい光沢をしているのが普通です。
一般のばね
A1:参考資料(106頁)の寸法および特性の許容差にある、JIS2級を適用しています。
A2:ばねの繰り返し寿命は、使用状況により著しく変化します。ストックスプリングの標準ばねについては、 圧縮ばねで全タワミ、引張ばねで最大伸び、ねじりばねで使用角度の80%以内の使用ではコイル部分で 100万回を目安としています。但し、一般的に引張ばねやねじりばねにおけるフック部やアーム部根もとには 応力集中がおきやすく寿命に大きく影響されます。
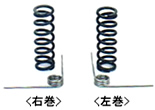 A3:巻方向は、端末を起点にして時計の針の回転方向に巻かれているものを右巻、その逆が左巻です。一般的に図面などの指示がない場合は、右巻です。
A3:巻方向は、端末を起点にして時計の針の回転方向に巻かれているものを右巻、その逆が左巻です。一般的に図面などの指示がない場合は、右巻です。
A4:熱間で成形する大型のばねは、焼入れの後に必要な硬度にするための焼もどしの熱処理を行います。 常温で成形する小物ばねは、加工による残留応力の除去と、ピアノ線やステンレス線などの特性を改善するために 低温焼なましの熱処理を行います。
A5:ピアノ線Ф1.0㎜~5.0㎜のばねは電気亜鉛メッキで、線径Ф5.5㎜~13.0㎜のピアノ線をばね鋼線のばねは 電着の黒色塗装です。
圧縮ばね
 A1:巻数には、総巻数と有効巻数を座巻数があります。総巻数とは、ばねに巻かれている部分の端から端までの全巻数のことです。有効巻数は、ばね定数の計算に用いる巻数です。
A1:巻数には、総巻数と有効巻数を座巻数があります。総巻数とは、ばねに巻かれている部分の端から端までの全巻数のことです。有効巻数は、ばね定数の計算に用いる巻数です。
座巻数は、通常各1巻です。 この場合の有効巻数は、総巻数から-2になります。
 A2:写真左が端面を研削したもの。右は研削無しのものです。
A2:写真左が端面を研削したもの。右は研削無しのものです。
引張ばね
A1:カタログ特注のばね(103頁)引張スプリングの端部の形状をフック対向角の図面を参考にしてください。
A2:フックの立ち上がり曲げ部分には、引張るために生ずる曲げ応力とばねとしてのねじり応力も同時に生ずるのでどうしても全体として応力が大きくなります。この応力集中が、折損の原因とされることが多いようです。
ねじりばね
A1:ばねを巻込む方向にねじると内径が減少します。このため案内棒の直径は、コイル内径の90%程度に選ぶのが通常です。